本文介绍了在一般情况下密封垫片的选型方法和正确的安装方法。
1 安装前的检查
(1)垫片的检查
1)垫片的材质、形式、尺寸是否符合要求;
2)垫片表面不允许有机械损伤,径向刻痕、严重锈
蚀、内外边缘破损等缺陷;
3)选用的垫片应与法兰密封面形式相适应。
(2)螺栓、螺母的检查
1)螺栓与螺母的材质、形式、尺寸是否符合要求;
2)螺母在螺栓上应转动灵活,但不应晃动;
3)螺栓及螺母不允许有斑疤、毛刺;
4)螺纹不允许有断缺现象;
5)螺栓不应有弯曲现象。
(3)法兰的检查
检查法兰的形式是否符合要求、密封面是否光洁、有无机械损伤、刨车车印、径向刻痕、严重锈蚀、焊疤、油焦残迹等缺陷,如不能修整应研究具体处理方法。
(4)管线及法兰安装质量的检查
1)偏口———管线不垂直、不同心、法兰不平行。如图1所示。
两法兰间允许的偏斜值:使用非金属垫片时应小于 2mm;使用金属复合垫片、椭圆垫、八角垫及与设备连接的法兰应小于 1mm。
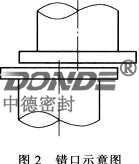
2)错口———管线和法兰垂直。但两法兰不同心。如图 2所示。
在螺栓孔径及螺栓直径符合标准的情况下,以不用其他工具将螺栓自由地穿入螺栓孔,即认为合格。
3)张口———法兰间隙过大。如图 3所示。
两法兰间允许的张口值 (出去管线预拉伸值及垫片或盲板的厚度):管法兰的张口应小于 3mm,与设备连接的法兰应小于 2mm。
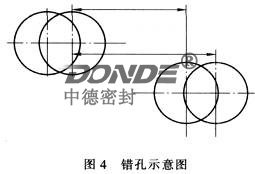
4)错孔———管线法兰同心,但两个法兰相对应的螺
栓孔之间的弦距 (或螺栓孔中心圆直径等)偏差较大。
如图4 所示为弦距偏差较大的一种情况。
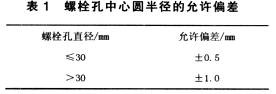
螺栓孔中心圆半径的允许偏差,如表1所示。
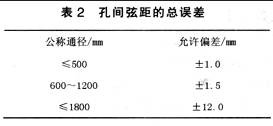
相邻的两个螺栓孔之间弦距的允许偏差±0.5mm,任何几个孔之间弦距的总误差如表2所示。
.2 安装
(1)两法兰必须在同一中心线上并且平行。不允许用螺栓或尖头钢钎插在螺栓孔内校正法兰,以免螺栓承受较大的应力。安装前应仔细清理法兰密封面及水线(密封线)。缠绕式垫片最好用于没有密纹状密封线的法兰。
(2)两个法兰间只能加一个垫片,不允许用多加垫片的方法来消除两个法兰间隙过大的缺陷。垫片必须安装正,不要偏斜,以保证受压均匀,也避免垫片伸入管线内受介质冲蚀及引起涡流。
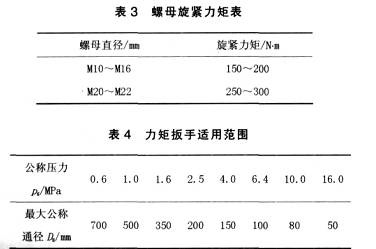
(3)旋紧螺母时,当螺母在 M22 以下时,采用力矩扳手旋紧,螺母在 M27以上时可采用风动扳手。
采用力矩扳手时,根据螺母直径暂定旋紧力矩如表3 所示。力矩扳手适用的阀门及法兰范围如表 4 所示。
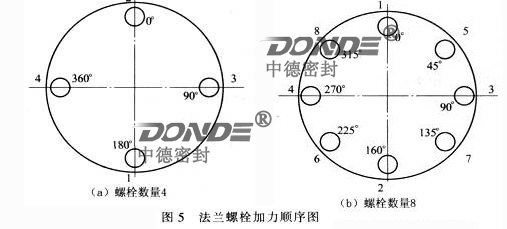
为保证垫片受压均匀,螺栓要对称地均匀地分 2-3次旋紧,旋紧螺母时按表4 及图5 进行。
(4)为避免在旋紧螺母时螺栓产生弯曲,旋松时卡住,应在螺栓两端涂敷鳞状石墨及润滑剂,凡法兰背面较粗糙的要在螺母下加一光垫圈。螺栓上打有钢印的一端,应露在便于检查的一端。
(5)因上紧螺栓是在冷态下进行的,当温度升高后会产生松弛。凡介质温度在300℃以上, 的250~280℃时应将螺栓进行热法兰,当介质温度上升到紧。为了防止检修时拆不下螺栓,当介质温度降到200~250℃时,在螺栓螺母连接处先用螺栓松动剂松动螺栓,然后将螺母预回旋松 30°~60°。 的250~280℃时应将螺栓进行热法兰,当介质温度上升到紧。为了防止检修时拆不下螺栓,当介质温度降到200~250℃时,在螺栓螺母连接处先用螺栓松动剂松动螺栓,然后将螺母预回旋松 30°~60°。
3 结束语
在近几年内,密封的定义已经发生了根本性的变化,衡量泄漏的标准从每分钟几滴提升为百万分之几。越来越高的标准必然要求密封垫片无论从形式、材质、加工及安装等各方面都要精益求精。面对种类繁多的密封垫片,只有采取了合理的选型方法、正确的安装步骤,才能最终达到理想的密封效果。 |